Safety Power’s SCR systems utilize industry leading “Model Based Control” for urea injection, ensuring low NOx emissions and effective engine load following. This robust system utilizes detailed process models that take into account the reaction kinetics of the catalysts, the mixing dynamics of the exhaust, and the chemical conversion of the reducing agent.
All information from our upstream and downstream NOx, pressure & temperature sensors are historically logged within our industrially hardened embedded controller for easy access and download. Remote access can be enabled when a local, cellular or temporary hot-spot internet connection is provided.
In addition all of Safety Power’s SCR systems come with an HMI interface allowing full system access to authorized users.
Safety Power has developed the proprietary neuralNOx® system. neuralNOx® utilizes advanced machine learning to deliver industry leading adaptive control. Please inquire for more information

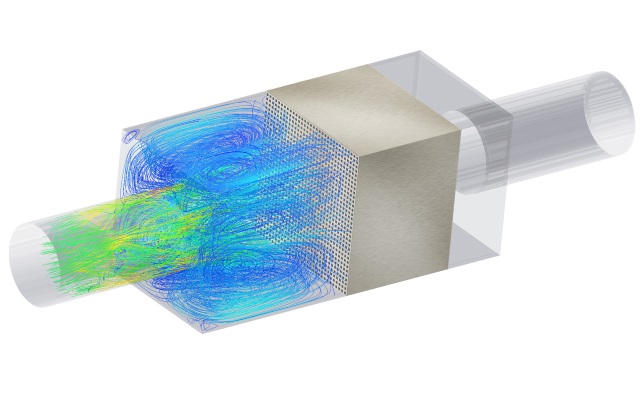
Our reactors and mixers have all been optimized utilizing advanced two-phase Computational Fluid Dynamics (CFD). Our in-house CFD modeling software has been developed in conjunction with leading institutions and is able to accurately model the exhaust and injection process.
In addition to excellent performance, mixing optimization has created an extremely compact, low pressure design. Our reactor designs are also available in several orientations and can accommodate many different options for the inlet and outlet locations.
Reducing the reactor size, standardizing the designs and available configurations allows Safety Power to offer very competitive emissions solutions.
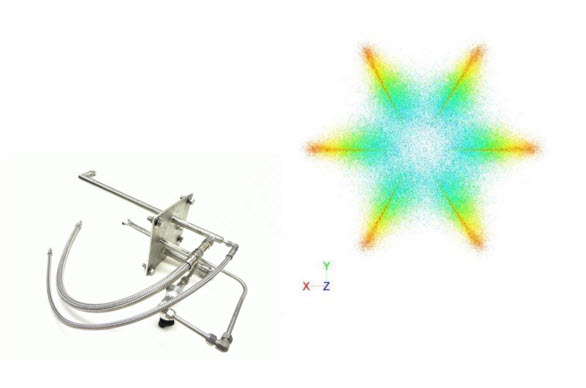
 Injector
InjectorWe use custom engineered injectors to achieve the best possible urea droplet size distribution, allowing excellent mixing of the urea and the exhaust. We design and manufacture our own injectors to ensure that our specifications are realized.
Our injectors are also housed in a modular instrument cluster, allowing easy replacement and serviceability. An optional temperature compensated mass flow sensor is also available so that real time NOx mass flow rates can be fed into our control system.
Safety Power’s injector cluster design is extremely robust and has been proven in many high run hour applications.
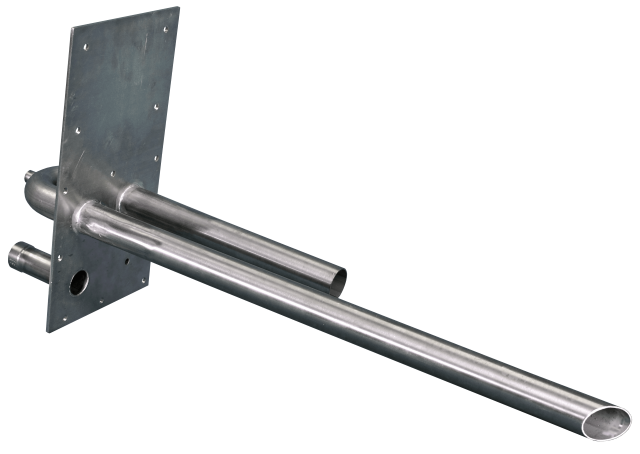
Our SCR systems include both upstream and downstream NOx, temperature and pressure sensors. Our SCR reactors also incorporate a patent pending gas extraction system and utilize NOx sensing technology that delivers high accuracy and fast response times.
The sensor cluster has been designed for easy serviceability. In addition it utilizes a NEMA 4 enclosure to ensure the electronics are protected. Safety Power's systems successfully operate in very harsh outdoor climates.
 Catalyst Pre-Heat
Catalyst Pre-HeatOur innovative optional pre-heat system can be designed to enable full load NOx reduction in < 1 minute of engine operation. Typical SCR systems often require long warm up periods before NOx reduction can be achieved. This pre-heat system is very useful for projects that have restrictive SCR catalyst warm up times or stringent 30 minute NOx averages.
The pre-heat system utilizes a blower assisted electric heater to pre-heat the catalyst bed to the desired temperature set point. This feature is ideal for users that have regularly scheduled generator testing.
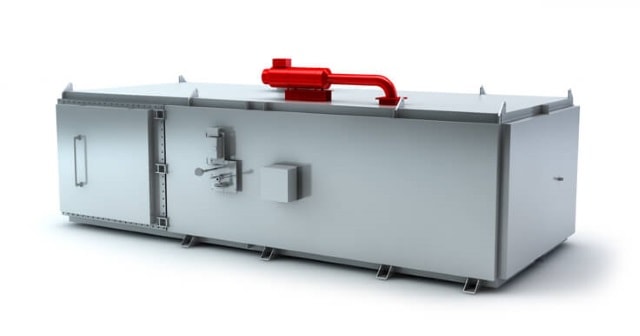
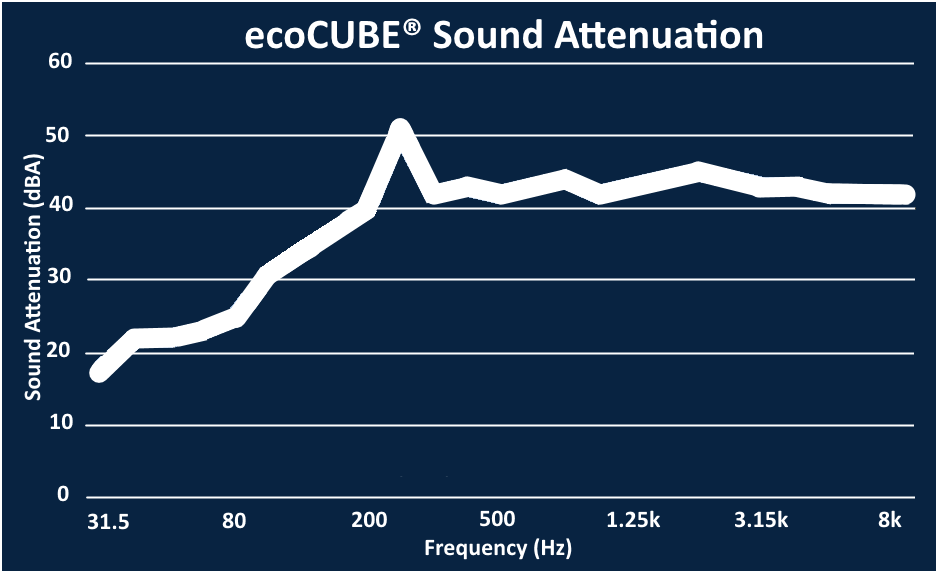
All of our SCR systems that include Diesel Particulate Filters (DPF) come standard with silencing and will provide 35-42 dBA of sound attenuation.
Integrating silencing into the SCR system reduces onsite components, space and costs. Silencing can be added to both our ecoCUBE® and ecoTUBETM product lines. Integrated silencing is especially useful in space constrained applications such as CHP enclosure installations.
Our ecoCUBE® product can be configured to provide up to 52 dBA of sound attenuation. The standard SilentMix ecoTUBETM product line provides 25-35 dBA of sound attenuation.
The ecoCUBE® product utilizes industry leading Diesel Particulate Filters (DPF) that can regenerate at temperatures as low as 500oF / 260oC.
All ecoCUBE® systems that utilize Diesel Particulate Filters (DPF) come standard with our optional Internal Diverter Valve (IDV) system. Excessive engine cold starts during engine commissioning can cause excess sooting of the DPFs. Most OEMs avoid this issue by installing the DPF substrate in the field, after the completion of switch gear and engine commissioning.
Safety Power’s IDV is an innovative component that enables the installation of DPF substrate at our factory, saving considerable field installation time and costs. The IDV protects the DPF substrate during switch gear and engine commissioning.
The IDV can also be configured to operate as a safety device. Under these conditions, it is designed to be actuated only to prevent a potential life safety condition caused by system misuse. In normal operation the IDV valve will never be actuated.
The IDV is not required for operation of the ecoCUBE®. It is an optional component that improves safety and saves field installation time during the commissioning process.

Safety Power selects catalyst based on allowable pressure drop, NOx removal rates, space velocity and exhaust temperatures. Our catalyst and filters have delivered proven performance and are very resistant to thermal cycling and wear.
High temperature catalyst can also be utilized eliminating the requirement for exhaust cooling fans.
In addition, standard catalyst form factors are utilized in our reactors to ensure easy catalyst replacement at end of life.
The ecoCUBE® product utilizes industry leading Diesel Particulate Filters (DPF) that can regenerate at temperatures as low as 500oF / 260oC
